







方形電池殼體激光焊接工藝
來源:博特精密發(fā)布時間:2025-11-07 04:48:00
方形電池殼體激光焊接工藝
方形電池因其結(jié)構(gòu)緊湊、能量密度高及成組效率優(yōu)異,被廣泛應(yīng)用于電動汽車、儲能系統(tǒng)等領(lǐng)域。殼體作為電池的承壓與密封結(jié)構(gòu),其焊接質(zhì)量直接影響電池的安全性、可靠性與壽命。激光焊接憑借高能量密度、低熱輸入及非接觸加工等優(yōu)勢,已成為方形電池殼體制造的關(guān)鍵工藝。
一、激光焊接的技術(shù)原理與特點
激光焊接利用高能激光束作用于工件表面,通過熱傳導(dǎo)或深熔焊機(jī)制實現(xiàn)材料連接。對于方形電池殼體(通常為3003鋁合金或不銹鋼),焊接需滿足以下要求:
-氣密性:防止電解液泄漏或外部污染物侵入。
-強(qiáng)度:承受內(nèi)部電芯膨脹及外部機(jī)械應(yīng)力。
-外觀質(zhì)量:焊縫平整無飛濺,避免尖銳毛刺損傷電芯。
激光焊接的典型特點包括:
1.高精度與可控性:光束直徑可達(dá)微米級,適合電池殼體薄壁(通常0.5-1.2mm)焊接。
2.低熱影響區(qū)(HAZ):減少對電芯及內(nèi)部結(jié)構(gòu)的熱損傷。
3.自動化兼容性:易于集成至生產(chǎn)線,實現(xiàn)高速焊接(速度可達(dá)10-20m/min)。
二、焊接工藝核心流程
1.材料預(yù)處理:
殼體與蓋板需經(jīng)清洗、干燥,去除油污及氧化層。鋁合金表面易形成高反射率氧化膜,常通過機(jī)械打磨或化學(xué)處理提升激光吸收率。
2.工裝設(shè)計與夾緊:
采用高精度夾具保證殼體與蓋板間隙小于0.1mm。錯位或間隙過大會導(dǎo)致焊穿或虛焊。
3.焊接參數(shù)優(yōu)化:
-功率:根據(jù)材料厚度選擇(例如1mm鋁殼常用1-3kW光纖激光器)。
-速度:與功率協(xié)同調(diào)節(jié),避免過熱或熔深不足。
-波形控制:脈沖激光或連續(xù)激光調(diào)制,抑制飛濺(如采用漸升漸降功率波形)。
-保護(hù)氣體:氬氣或氮?dú)鈧?cè)吹保護(hù),防止焊縫氧化。
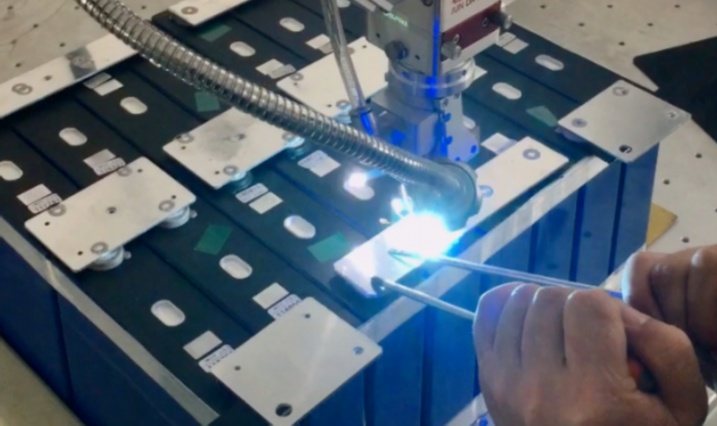
4.焊縫設(shè)計:
方形電池常見焊縫形式包括:
-頂蓋封口焊接:環(huán)形焊縫,要求全程密封無中斷。
-防爆閥焊接:薄區(qū)精密焊接,需嚴(yán)格控制熔深。
-極柱焊接:異種材料(如銅-鋁)連接,需優(yōu)化參數(shù)避免脆性相生成。
三、質(zhì)量控制與檢測
1.在線監(jiān)測:
通過紅外測溫或等離子體傳感器實時監(jiān)控焊縫穩(wěn)定性,及時調(diào)整參數(shù)。
2.無損檢測:
-氦質(zhì)譜檢漏:檢驗密封性(漏率通常要求<10??Pa·m3/s)。
-X射線檢測:識別內(nèi)部氣孔、裂紋。
-視覺檢測:檢查表面凹陷、咬邊等缺陷。
3.破壞性測試:
隨機(jī)抽樣進(jìn)行金相分析(驗證熔深、組織)與拉伸試驗(評估強(qiáng)度)。
四、常見缺陷與解決措施
-飛濺:由功率密度過高或清潔度不足引起。可通過調(diào)整離焦量、增加脈沖頻率改善。
-氣孔:材料污染或保護(hù)氣體不當(dāng)導(dǎo)致。優(yōu)化清洗工藝與氣流角度。
-裂紋:鋁合金焊接易出現(xiàn)結(jié)晶裂紋。采用含硅焊絲或預(yù)熱工藝緩解。
五、發(fā)展趨勢與挑戰(zhàn)
1.復(fù)合焊接技術(shù):激光-電弧復(fù)合焊提升對裝配誤差的適應(yīng)性。
2.智能閉環(huán)控制:基于AI算法實時修正參數(shù),提升良品率。
3.綠色制造:減少保護(hù)氣體消耗,開發(fā)無飛濺工藝。
結(jié)語
激光焊接技術(shù)是方形電池高可靠性制造的核心環(huán)節(jié)。通過精細(xì)化參數(shù)設(shè)計、全過程質(zhì)量監(jiān)控及新工藝應(yīng)用,不僅能夠滿足動力電池嚴(yán)苛的安全標(biāo)準(zhǔn),也為下一代電池技術(shù)(如固態(tài)電池)的殼體封裝奠定了工藝基礎(chǔ)。未來,隨著激光器成本降低與智能化升級,該技術(shù)有望進(jìn)一步推動新能源汽車產(chǎn)業(yè)的高質(zhì)量發(fā)展。
下一篇:電池極耳焊接激光方案介紹
推薦新聞
-
小型激光切割機(jī)行業(yè)應(yīng)用案例
小型激光切割機(jī)作為一種高效、精密的加工工具,近年來在多個行業(yè)中得到了廣泛應(yīng)用。它利用高能量...
2025-10-06 -
紫外激光打標(biāo)機(jī) 355nm 冷加工 多材質(zhì)高精度雕刻設(shè)備
355nm紫外激光打標(biāo)機(jī):冷加工賦能多材質(zhì)高精度雕刻在精密制造領(lǐng)域,激光打標(biāo)技術(shù)的精準(zhǔn)度與材質(zhì)...
2026-01-12 -
CCD視覺定位加持!博特精密光纖激光打標(biāo)機(jī)助力電子制造業(yè)效率翻倍
CCD視覺定位!博特精密光纖激光打標(biāo)機(jī)助力電子制造業(yè)在電子制造業(yè)邁向高精度、自動化、柔性化生...
2026-01-10 -
碳化硅切割速度低下:傳統(tǒng)機(jī)械鋸切效率<1mm/s
碳化硅(SiC)因其高硬度、高導(dǎo)熱性、耐高溫和優(yōu)異的化學(xué)穩(wěn)定性,被廣泛應(yīng)用于功率半導(dǎo)體、LED襯...
2025-06-09 -
火眼金睛:全面識別劣質(zhì)激光切割機(jī)方法
激光切割機(jī)作為現(xiàn)代制造業(yè)的核心設(shè)備之一,其質(zhì)量直接關(guān)系到生產(chǎn)效率、加工精度和長期使用成本。...
2025-10-06 -
微流控芯片激光共聚焦顯微技術(shù)的融合創(chuàng)新
微流控芯片技術(shù)與激光共聚焦顯微鏡的結(jié)合,為現(xiàn)代生物醫(yī)學(xué)研究提供了高精度、高通量的微觀觀測平...
2025-07-16 -
皮秒激光切割機(jī)用的是什么光源
皮秒激光切割機(jī)的光源是其核心組件,直接決定了設(shè)備的加工能力和應(yīng)用范圍。根據(jù)搜索結(jié)果中的技術(shù)...
2025-04-25 -
小型激光切割機(jī)技術(shù)白皮書
本白皮書旨在闡述小型激光切割機(jī)的核心技術(shù)、設(shè)備構(gòu)成、應(yīng)用領(lǐng)域及未來發(fā)展趨勢。隨著數(shù)字化制造...
2025-10-06
